

If you’re seeing intermittent bird-nesting or inconsistent edge quality across a nested sheet of double-sided Melamine, you likely aren't facing a mechanical machine fault. More often, the issue lies in how your CAD/CAM software handles toolpath synchronization with specialized geometry.
Standard programming defaults rarely account for the specific transition zones of a compression bit. This leads to accelerated tip wear and surface shredding when the software fails to match the initial plunge depth with the upcut length of the tool. We see shops treat router bits as a fixed consumable expense, but premature failure is usually a symptom of a digital-physical mismatch. By aligning your digital tool library with the actual physics of the spindle, you can extend the linear footage of your bits significantly.
The Physics of Abrasive Substrates
Processing double-sided melamine is a thermodynamic challenge. You are essentially sandwiching a soft core between two layers of hard, abrasive thermosetting plastic resin. This surface layer is a thermal insulator; instead of heat dissipating into the board, it stays trapped at the cutting edge.
In a standard milling operation, temperatures can spike between 800°C and 900°C. If your CAM software generates paths that encourage rubbing, where the tool slides rather than shearing a clean chip, the cobalt binder in your tungsten carbide bit softens, leading to micro-chipping.
Thermal Shock and Geometric Synchronization
Unlike continuous turning, a CNC router bit repeatedly enters and exits the material. This constant heating and cooling causes thermal shock, creating microscopic cracks in the carbide. High-end platforms mitigate this by using algorithms that maintain constant radial engagement, ensuring your tool doesn't hit a massive thermal spike when transitioning into a tight corner or deep slot.
The Evolution of Nesting: From Cabinets to Flatbed Processing
The adoption of nested-based manufacturing (NBM) has re-engineered the material flow for modern panel processors. Rather than relying on traditional multi-machine setups, where sheets are first sized on a beam saw and then moved to individual point-to-point work centers, high-performance flatbed CNC routers execute nesting, drilling and grooving in a single, continuous setup.
How these layouts are built depends directly on the core output of your shop:
- Cabinet and Closet Shops: For shops processing carcasses, drawer boxes and shelf components, nesting software focuses heavily on structural alignment. The software links with your design data to instantly organize rectangular parts, automatic dado joints and pre-drilled hinge or shelf-pin hole arrays. Advanced software modules can even lock down a "grain-matching" parameter, ensuring that adjacent drawer fronts or cabinet doors are nested side-by-side to maintain a continuous wood grain across the final facade.
- Custom Furniture Makers: Custom furniture production relies on true-shape nesting algorithms. These systems evaluate the actual geometric contours of curved components, tightly interlocking the pieces across the sheet to extract the absolute maximum yield from expensive hardwood plywood or raw core stock.
- High-Volume Flatbed Processing: For operations processing 50 to 100+ sheets per shift, nesting becomes an exercise in macroeconomic shop efficiency. Automated flatbed setups often feature intelligent labeling units that tag panels with barcodes prior to cutting, followed by automated loading and sweeping systems that push completed parts onto conveyor tables while immediately pulling a fresh sheet into alignment.
True nesting optimization balances two competing variables: minimizing raw sheet waste versus optimizing the path of the tool to reduce cycle times. If a cutting path is poorly mapped, any money saved on raw material will quickly be lost to excessive spindle runtime and premature tool wear.
Mastering the Compression Bit
To get a chip-free edge on both sides of a board, the compression bit is the industry standard. Its dual-helix geometry pulls chips toward the center from both the top and bottom. However, the mortise variant, designed with a short upcut section (often 0.180" to 0.250"), is where many programming workflows fail.
If your software defaults to an onion skin first pass of only 0.100", the bit acts as a pure upcut tool. It will shred the top decorative surface because the downcut flutes haven't engaged yet. Your CAM package must be told exactly where that upcut ends to protect the workpiece.
Ramping vs. Vertical Plunging
The moment of entry is the highest risk phase for solid carbide. A vertical plunge forces the center-web of the bit to act like a drill, but compression bits aren't optimized for center-cutting. This creates a high-pressure, high-heat event that can fracture flute tips.
- Ramping: Sophisticated software uses diagonal or helical entries. This allows the side-cutting flutes to share the load, managing the transition through abrasive melamine with a moving edge rather than a static impact.
- Lead-in Arcs: These allow the tool to roll into the cut. Without an arc entry, the tool jumps from 0% to 100% load instantly, causing deflection and witness marks that lead to chipping.
Shifting the Load: Trochoidal Milling
Traditional point-to-point nesting often relies on slotting, where the tool is buried to its full diameter. This is the most inefficient way to remove material, as the tool generates heat for 50% of every rotation.
Trochoidal milling (known as Adaptive Clearing or Dynamic Milling) reimagines this by moving the tool in a series of spiral trajectories. By keeping the radial engagement low (10% to 25% of the diameter), the cutting edges spend more time in the air cooling down.
This strategy shifts the mechanical stress from the delicate tip to the stronger core of the bit. It also allows you to increase feed rates significantly because of radial chip thinning, increasing production speed without stressing the carbide.
Solving the Bird-Nesting Problem
Bird-nesting occurs when fine chips become entangled around the tool or trapped in the slot. This isn't just messy; it causes re-cutting, where the tool expends energy breaking down material it already severed. The resulting friction accelerates wear and can snap the bit.
Modern CAM solutions solve this through:
- Variable Chip Load: Adjusting feeds to ensure chips are large enough for the vacuum to grab but small enough not to clog the shroud.
- Directional Airflow Logic: Toolpaths that sling chips toward the extraction intake using the tool's own rotation.
- Pecking Cycles: Ensuring chips are never trapped in deep pockets for more than a fraction of a second.
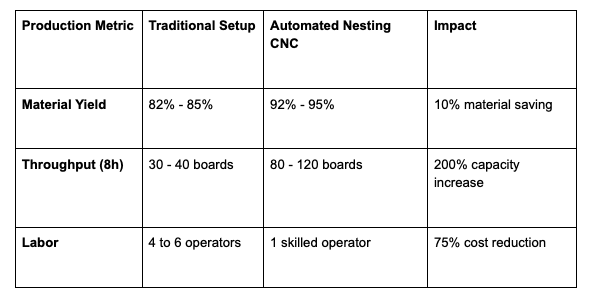
ROI and Material Yield
The goal of a software upgrade is a lower cost-per-part. Beyond saving your tools, AI-driven nesting algorithms can push material yields above 92%, compared to the 82% seen in traditional setups. For a shop running 50 sheets a day, that 10% difference in waste is a massive annual saving.
Engineering-driven programming reduces secondary sanding time by ensuring the bit shears the melamine cleanly the first time. Every time an operator has to hand-sand a fuzzy edge, your profit margin drops.
When was the last time you calculated your actual tooling cost per sheet produced? If your bits are dying early, it might be time to look at the code, not just the carbide. Contact us at CleBitCo today to find the precision tooling that matches your high-performance software.