

If you have ever pulled a piece of cherry or white oak off the CNC table only to find burning in the valley of an ogee profile, you have experienced the friction between geometry and physics. On the shop floor, a pretty profile in a catalog often translates to a production bottleneck if the tool isn't engineered to handle the varying surface speeds of a complex edge.
Most operators view router bits as simple shaping tools. However, for a production manager looking to eliminate secondary sanding, the bit is a precision instrument designed to manage heat and tangential force. Transitioning to the right edge profile isn't just about aesthetics; it is about optimizing your labor-cost-per-part.
The Variable Velocity Trap: Why Profiles Burn
When you move from a standard straight bit to a complex profile like an ogee, cove or chamfer, you introduce a mechanical variable that often leads to inconsistent surface speeds.
Surface Feet Per Minute (SFM) is the speed at which the outer edge of the bit travels as it rotates. In a complex profile, the diameter varies significantly along the cutting edge. This discrepancy means one part of your bit is shearing material efficiently while the other is rubbing, which causes the material to smolder and leave those dreaded burn marks. To solve this, we recommend multiple shallow passes, with a final high-feed finish pass to clear away the heat-saturated fibers.
Navigating Complex Profiles
When you move beyond sizing parts and begin adding decorative or functional edges, the mechanical challenges change. Each profile interacts with the material differently, and understanding these nuances helps you maintain a zero rework standard.
The Ogee
The ogee profile, characterized by its decorative S-curve, is one of the most challenging to run cleanly. Because the diameter of the bit varies so significantly from the widest point to the narrowest valley, you often see burning where the surface speed is lowest.
- The Finish: A high-quality ogee bit should produce a crisp transition between the concave and convex arcs.
- Pro Tip: To avoid burning in the tightest part of the curve, run the profile in multiple shallow passes, leaving just a few thousandths of an inch for a final high-speed clean-up pass.
The Chamfer
Chamfer bits cut at an angle (typically 45°) to create a flat, beveled edge. Because the cutting edge is angled rather than vertical, the axial and radial forces are distributed more evenly than with a standard straight bit.
- The Finish: Expect a smooth, flat facet with very little chatter.
- Pro Tip: Approach with multiple passes if needed. For very wide chamfers, break up the tool path into 2 or more depths so your tool does not need to make full contact all at once.
Engineering the Zero Rework Finish
The ultimate goal in any high-volume shop is achieving a surface finish smooth enough to move a part straight from the CNC table to the finishing booth without a middle step of hand-sanding. Achieving this requires a deep dive into the material composition of your tools.
1. High-Speed Steel vs. Solid Carbide
While high-speed steel (HSS) bits can be honed to an incredibly keen edge initially, they lack the thermal stability required for demanding CNC operations
2. Managing Harmonics and Chatter
Chatter is a self-excited vibration that leaves visible micro-ripples on hardwoods or causes melting in thermoplastics
Choosing Helix Configurations for Sheet Stability and Materials
While grain direction dictates your path of cut, the helix direction of your router bit flutes governs how chips clear and how your workpiece stays secured to the table. Matching the proper helix to your specific material substrate is what prevents edge defects like delamination, fuzzing and tear-out.
- Upcut Spiral Profiles: These move chips upward toward the shank, making them ideal for deep profiling, grooving and mortising where rapid chip clearance prevents tool overheating.
- Downcut Spiral Profiles: These reverse the mechanical forces, packing chips downward into the cut. This down-force provides superior mechanical hold-down for small or thin nested parts and ensures a perfectly clean top surface.
- Compression Profiles: The undisputed industry standard for double-sided nested materials like Melamine, plywood, veneered MDF and laminates. These bits combine an upcut flute at the bottom tip with a downcut flute toward the shank, pulling the top and bottom edges inward toward the center of the core material. This dual-action geometry guarantees both faces remain entirely crisp and free of surface delamination.
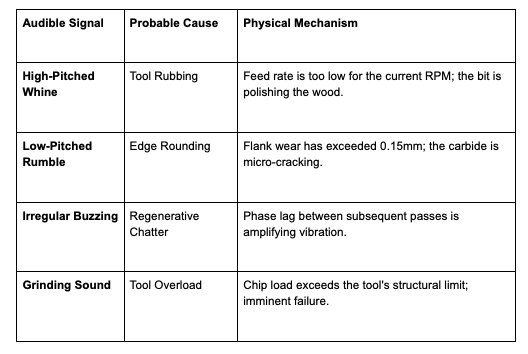
The Shop Floor Reality: Audible Feedback
A seasoned operator doesn't just watch the cut; they listen to it. Your ears are often the first diagnostic tool for tool end-of-life.
Your Path to Perfect Finishes
Selecting the right edge for your CNC operations is a technical alignment of tool geometry and material choice
At CleBitCo, we focus on the raw physics of the cut so your production team can focus on output volume and assembly. Contact us today to find the engineered tooling solution that fits your specific production needs.